






模具的好壞,直接關系了產(chǎn)品的質量,生產(chǎn)效率及成本,這一點我想大家不會有異議。而模具的好壞需要通過試模來發(fā)現(xiàn)問題,解決問題,因此試模工序對于注塑企業(yè)來講非常重要。
一般冷卻時間的估算公式:

關于試模方面的要求與資料,大家都比較容易查詢得到。那么,國外試模又包含哪些內(nèi)容呢?
下面的文章就是介紹外國人是如何試模的,對于文章所介紹的內(nèi)容,我絕大部分是持肯定態(tài)度的。說實話,有些地方我沒有看懂,有的地方則存在異議。這里我不發(fā)表自己的意見,來個徹底的“拿來主義”,原汁原味地把它介紹給大家的好,大家可以看別人是怎么做的,有異議的地方再探討、交流。
國外試模工作的八大內(nèi)容
(一)模具空運行測試——驗證模具的動作
A.模具低壓下的開合模狀況檢查:
1.模具分快、中、慢各3次開合,在開合過程中有無異常聲響,有無阻滯現(xiàn)象;
2.模具開合動作順暢,有無干涉發(fā)生。
B、模具頂出系統(tǒng)的檢查(低壓下)
1.頂出動作分快、中、慢各頂出3次,檢查有無異常現(xiàn)象;
2.平面處的頂針(司筒)頂出后,是否會發(fā)生松脫或卡死;
3.斜面頂針或司筒裝置,是否加定位銷(防止松動或轉動);
4.頂出系統(tǒng)(頂針或頂塊)頂出時是否有異常響聲以及振顫
C.模具復位的檢查
1.模具分快、中、慢速度各復位3次,觀看是否能回到位(復位);
2.復位后,斜頂針端面不高于模芯0.1mm或與模芯平齊;
3.復位用限位咭掣接觸是否良好;
4.頂針頂出時是否與行位的動作發(fā)生干涉(滑塊是否回到位);
5.模具是否裝有頂針復位裝置(機械式)。
D.行位(滑塊)動作的檢查
1.模具按快、中、慢各3次開合模,觀察行位動作是否順暢;
2.行位回位是否正常,與頂針是否發(fā)生干涉;
3.行位定位是否牢靠;
4.液壓抽芯裝置動作順序先后情況;
5.行位在空運行中有無拉傷、“卡死”現(xiàn)象。
(二)型腔進膠平衡性的測試
1.連續(xù)依次打5模,稱量其重量;
2.記錄各模中每個產(chǎn)品的單件重量;
3.減少注塑量,依次充滿20%、50%、90%的樣品各3模;
4.稱量并記錄上述每個產(chǎn)品的重量;
5.如果產(chǎn)品最大的重量與最小的重量差異小于2%的重量則可接受——若重量波動誤差在2%以內(nèi),則表明型腔進膠平衡,否則進膠就不平衡;
6.如果是單型腔模,也要做進膠平衡性測試(觀察實際走膠情況)
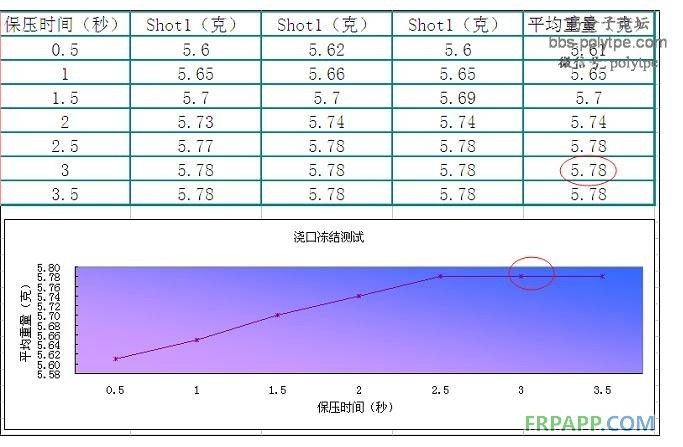
(三)保壓時間(澆口凍結)時間的測試
1.保壓時間先設定為1秒時,每次成型3模產(chǎn)品;
2.如表格所示,依次增加保壓時間,減少冷卻時間,使整個循環(huán)周期不變(一直到澆口冷凍封膠,產(chǎn)品重量不增加為止);
3.如下圖所示設定多個不同的保壓時間,每次成型3模產(chǎn)品,稱量指定型腔的產(chǎn)品重量,把數(shù)據(jù)依次記錄在表格里;
4.根據(jù)圖表確定最佳保壓時間。
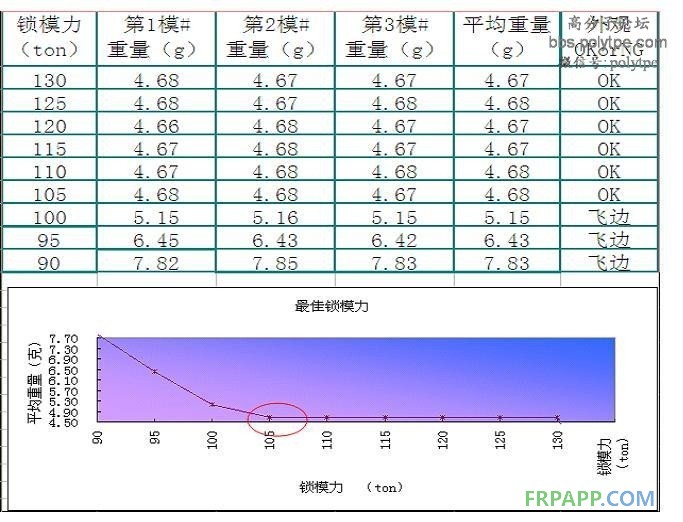
(四)最佳鎖模力的確定
1.當保壓切換位置/保壓壓力設為最佳時,鎖模力設為最大鎖模力的90%以內(nèi),成型3模,記錄每模產(chǎn)品的重量;
2.鎖模力依次減少5Ton,每次成型3模,記錄每模產(chǎn)品重量,直到產(chǎn)品重量突然變大,重量增加5%左右產(chǎn)品周邊開始產(chǎn)生飛邊時為止。
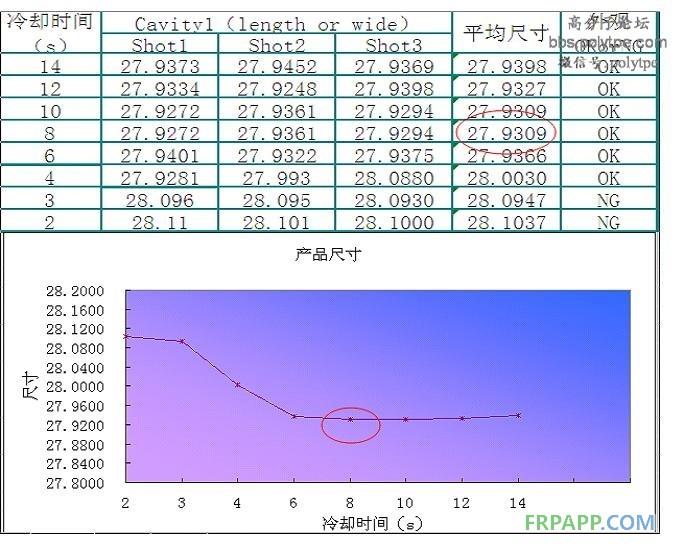
(五)最佳冷卻時間的確定方法
1.在注塑工藝條件合適的情況下(產(chǎn)品打飽后),估算冷卻時間(初選一較長的冷卻時間,使產(chǎn)品完全冷卻),打3模產(chǎn)品,測量其尺寸;
2.在下表中記錄產(chǎn)品尺寸,觀察膠件變形情況;
3.產(chǎn)品冷卻時間逐一減少1秒,打3模;
4.減少冷卻時間,直到產(chǎn)品開始出現(xiàn)變形,尺寸開始減小時為止;
5.每個冷卻時間所注塑出的產(chǎn)品,應在膠件充分冷卻后(約15分鐘時間),才能測量其尺寸;
6.確定最佳冷卻時間的依據(jù)——考慮產(chǎn)品尺寸穩(wěn)定性。
一般冷卻時間的估算公式:
1.經(jīng)驗冷卻時間≥t(1+3t)……模溫60℃以下;
2.經(jīng)驗冷卻時間≥1.5t(1+3t)……模溫60℃以上;
(t表示成型品的最大肉厚)。
3.理論冷卻時間的估算公式:
s=最短的冷卻時間(s)
t=塑件厚度(mm)
α=材料的熱擴散系數(shù)(c㎡/每秒)
Tk=塑件的脫模溫度
Tm=模具溫度( ℃)
Tc=料筒溫度( ℃)
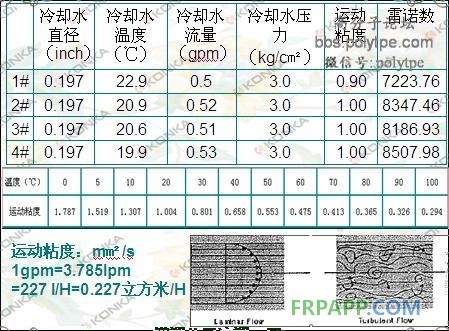
(六)冷卻水流動狀況的測試
1.使用壓力表與流量表進行測量,把測量出的數(shù)據(jù)填入表中;
2.測量并記錄冷卻水管直徑;
3.根據(jù)冷卻水溫度,查出運動粘度;
4.按如下公式計算出其雷諾數(shù);雷諾數(shù)(Re)=3160×冷卻水流量/冷卻水直徑× 運動粘度
5.冷卻水的流動在紊流狀態(tài)下,才有較好的冷卻效果( Re <2000為層流狀態(tài); Re >4000為紊流(湍流)狀態(tài); Re=2000~4000為過渡狀態(tài))。
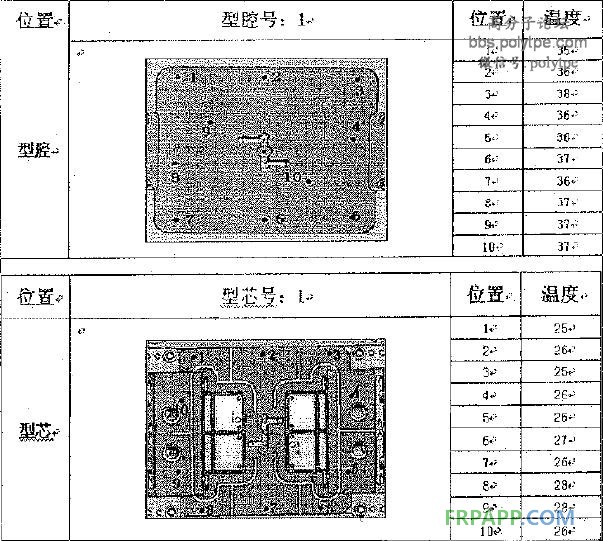
(七)模具冷卻均勻性的測試
1.用模溫測量儀測量型芯、型腔各選10個點的溫度,記錄在下表中;
2.各測量點得實際溫度與平均值的差異應小于2℃,如果與平均值的差異超過2℃ ,則表明模具冷卻效果不均,應改善冷卻系統(tǒng)。
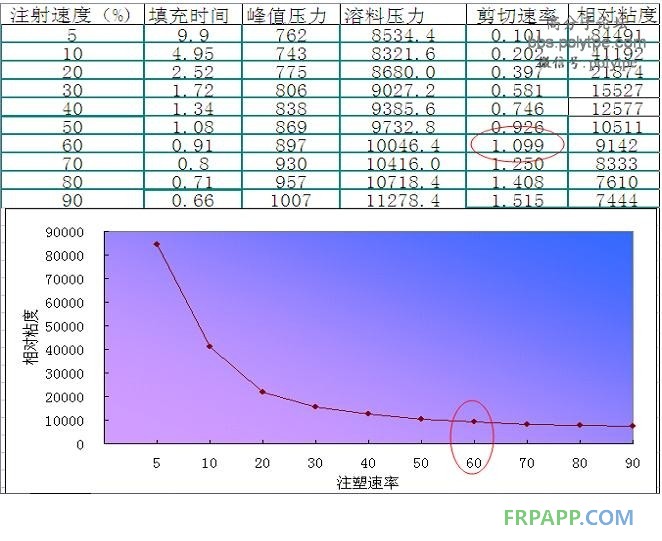
(八)溶料的粘度分析——確定最佳的注塑速度
1.記錄液壓油溫度、溶料溫度和模具溫度;
2.先設定好溶膠終止位置,只用一級射膠;
3.將保壓壓力和保壓時間設定為零,確定射膠起始位置后,逐步增加注射速度;
4.調整注射速度填充到膠件的95%位置(觀察是否有墊料,留5-10mm的墊膠量);
5.記錄填充到膠件的95%位置時所達到的最高注射速度;
6.將注射達到的最高注射速度和射膠峰值壓力記錄于“注射速度分析數(shù)據(jù)表”中;
7.逐步降低注塑速度、增大射膠壓力,觀察并記錄填充到膠件的95%位置時所對應的射膠峰值壓力;
8.從曲線圖中確定最佳的注射速度。
 |










 魯ICP備2021047099號
魯ICP備2021047099號