





◆SMC/BMC不飽和聚酯樹脂主要應用領域:

高鐵車輛、地鐵車輛、衛(wèi)浴潔具、建筑板材、電力電氣、汽車工業(yè)等
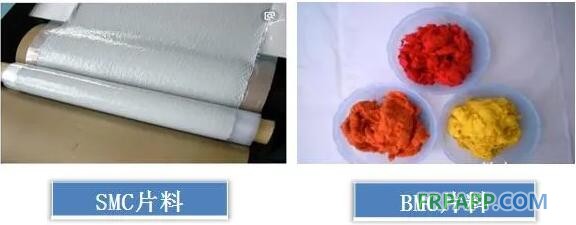
◆ 模塑料制品的生產(chǎn)包括兩個步驟
1.模塑料SMC片料和BMC團料生產(chǎn)
2.高溫高壓成型
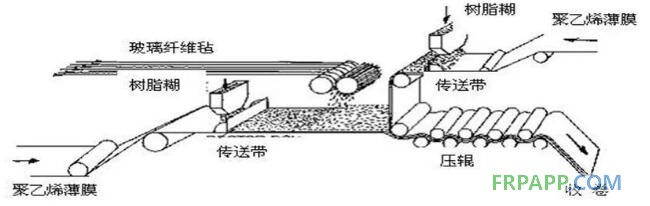
◆ 片狀模塑料(SMC)預浸料生產(chǎn)包括三部分
1.樹脂糊的生產(chǎn)
2.預浸短切纖維
3.熟化增稠
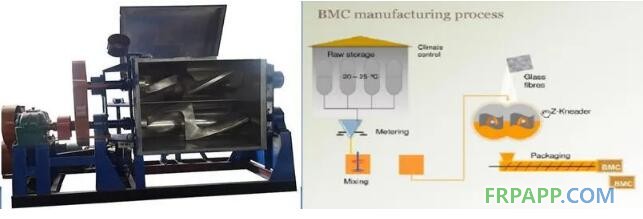
◆ 團狀模塑料(BMC)預浸料生產(chǎn)包括三部分
1.樹脂糊的混合
2.填料的分散
3.短切纖維的分散
SMC不飽和聚酯樹脂的應用特點
1.1、SMC片材生產(chǎn)中容易出現(xiàn)的問題及其影響因素
1.1.1對片材的增稠性能的影響因素
1.1.1.1不飽和聚酯樹脂的因素
影響因素1.水分
一般要求不飽和樹脂的水分含量≤.01%
SMC漿料的水分含量≤0.15%
影響因素2.不飽和聚酯的分子質(zhì)量
影響因素3.不飽和聚酯的酸值
1.1.1.2增稠劑的因素
影響因素1.MgO/Mg(OH)2類別及用量
高活性 中低活性
影響因素2.CaO/Ca(OH)2類別及用量
通用型SMC片材中,面臨填料濕度較大或者梅雨季節(jié)空氣濕度較大的情況下,適量補入 CaO/Ca(OH)2類別輔助提升片材的增稠性能。
1.1.1.3填料的因素
影響因素1.填料的助劑 硬脂酸
影響因素2.填料的助劑 硅烷偶聯(lián)劑
影響因素3.填料的助劑 鈦酸酯偶聯(lián)劑
1.1.1.4顏料糊的因素
影響因素1.顏料糊的水分含量比較高
影響因素2.顏料本身的酸堿性
影響因素3.顏料本身含有的重金屬
1.1.1.5纖維的因素
纖維的含水率控制,及纖維存儲間的濕度控制
1.1.1.6助劑的因素
填料分散劑的選型
填料分散劑的加入順序
1.1.2對片材的模壓流動性的影響因素
1.1.2.1不飽和聚酯樹脂的因素
影響因素1.不飽和聚酯樹脂的增稠性能對流動性的影響
影響因素2.不飽和聚酯樹脂的反應活性對流動性的影響,不飽和聚酯的雙鍵密度,即單位質(zhì)量不飽和聚酯中不飽和雙鍵的含量
1.1.2.2阻聚劑的因素
影響因素1.不飽和聚酯樹脂中的阻聚劑
影響因素2.生產(chǎn)片材時補加的阻聚劑
1.1.2.3片材中纖維含量的因素
纖維含量高過30%后,片材流動性相對降低
1.1.2.4固化劑的因素
影響因素1.固化劑的類別
影響因素2.固化劑的加入量
1.1.2.5模具溫度的因素
一般情況下,模具溫度較高,流動性較好;單模具溫度過高,容易導致片料局部提前固化,形成制品缺陷
1.1.2.6壓機壓力的因素
壓機壓力較高,有利于加速片料流動;為了迎合壓機噸位偏低,將片料做得比較軟的情況,存在較高的風險。
1.2、SMC片材壓制產(chǎn)品中的問題及其影響因素
1.2.1.1、缺料
缺料是指SMC模壓成型件沒完全充滿,其產(chǎn)生部位多集中在SMC制品的邊緣,尤其是邊角的根部和頂部。
影響因素:1、放料量少;
2、SMC材料流動性差;
3、備壓力不充足;
4、固化太快。
缺料產(chǎn)生機理及對策
1、SMC材料受熱塑化后,熔融粘度大,在交聯(lián)固化反應完成前,沒有足夠的時間、壓力、和體積使融體充滿模腔
2、SMC模壓料存放時間過長,苯乙烯揮發(fā)過多,造成SMC模壓料的流動性能顯降低。
3、樹脂糊末浸透纖維。成型時樹脂糊不能帶動纖維流動而造成缺料。由上述原因所引起的缺料,最直接的解決方法是切料時剔除這些模壓料。
4、加料量不足引起缺料。解決方法是適當增大加料量
5、模壓料中裹有過多的空氣及大量揮發(fā)物。
解決方法有:適當增加排氣次數(shù),適當加大加料面積,隔一定時間清理模具;適當增大成型壓力
6、加壓過遲,模壓料在充滿模腔前已完成交聯(lián)固化。
7、模溫過高,交聯(lián)固化反應提前,應適當降溫
1.2.1.2、氣孔
產(chǎn)品表面上出現(xiàn)有規(guī)則或不規(guī)則的小孔,其產(chǎn)生部位多在產(chǎn)品頂和中間薄壁處。
氣孔產(chǎn)生機理及對策
1、SMC模壓料中裹有大量空氣以及揮發(fā)物含量大,排氣不暢;SMC料的增稠效果不佳,不能有效趕出氣體。
對于上述引起原因,可通過增加排氣次數(shù)以及清理模具相結(jié)合的方法而得到有效的控制。
2、加料面積過大,適當減少加料面積可得到控制。在實際操作過程中,人為因素也有可能造成砂眼。比如加壓過早,有可能使模壓料裹有的氣體不易排出,造成制品表面出現(xiàn)氣孔的表面缺陷。
1.2.1.3、起泡
在已固化制品表面的半圓形鼓起
產(chǎn)生機理及對策
可能是材料固化不完全,局部溫度過高或是物料中揮發(fā)分含量大,片材間聚集空氣,使制品表面的半圓形鼓起。
1、適當提高成型壓力。
2、延長保溫時間。
3、降低模具溫度
4、減小放料面積
5、制品表面顏色不均勻
1.2.1.4、翹曲變形
產(chǎn)生的主要原因是模壓料固化不均勻和脫模后產(chǎn)品的收縮。
產(chǎn)生機理及對策
翹曲變形采用如下方法加以解決:
1、減少上、下模溫差,使溫度分布盡可能均勻;
2、使用冷卻夾具限制變形;
3、適當提高成型壓力,增加制品的結(jié)構(gòu)密實性,降低制品的收縮率
4、適當延長保溫時間,消除內(nèi)應力。
5、調(diào)整SMC材料的固化收縮率
1.2.1.5制品表面波紋多
產(chǎn)生機理及對策
1、制品形狀復雜,材料流動不均勻。增大壓力,改用低輪廓添加劑
2、制品有流動紋,調(diào)整SMC配方或者改變加料形狀
3、成型過程中收縮過大,改用低輪廓添加劑
1.2.1.6制品表面發(fā)暗
產(chǎn)生機理及對策
1、壓力過低,增大壓力
2、模內(nèi)溫度過低,提高模具溫度
3、模具表面不理想,對模具表面鍍鉻










 魯ICP備2021047099號
魯ICP備2021047099號