





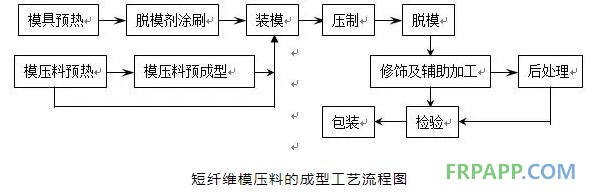
短纖維模壓料模壓成型工藝基本過程是:將一定量經(jīng)一定預(yù)處理的模壓料放入預(yù)熱的模具內(nèi),施加較高的壓力使模壓料填充模腔。在一定的壓力和溫度下使模壓料逐漸固化,然后將制品從模具內(nèi)取出,再進行必要的輔助加工即得到產(chǎn)品。其簡要流程圖如圖所示:
1. 壓制前的準備
(1)裝料量的計算
在模壓成型工藝中,對于不同尺寸的模壓制品要進行裝料量的估算,以保證制品幾何尺寸的精確,防止物料不足造成廢品,或者物料損失過多而浪費材料。常用的估算方法有①形狀、尺寸簡單估算法,將復(fù)雜形狀的制品簡化成一系列簡單的標準形狀,進行裝料量的估算;②密度比較法,對比模壓制品及相應(yīng)制品的密度,已知相應(yīng)制品的體積,即可估算出模壓制品的裝料量;③注型比較法,在模壓制品模具中,用樹脂、石蠟等注型材料注成產(chǎn)品,再按注型材料的密度、重量及制品的密度求出制品的裝料量。
(2)脫模劑的涂刷
在模壓成型工藝中,除使用內(nèi)脫模劑外,還在模具型腔表面上涂刷外脫模劑,常用的有油酸、石蠟、硬脂酸、硬脂酸鋅、有機硅油、硅脂等。所涂刷的脫模劑在滿足脫模要求的前提下,用量盡量少些,涂刷要均勻。一般情況下,酚醛型模壓料多用有機油、油酸、硬脂酸等脫模劑,環(huán)氧或環(huán)氧酚醛型模壓料多用硅脂和有機硅油脫模劑。
(3)預(yù)壓
將松散的粉狀或纖維狀的模壓料預(yù)先用冷壓法壓成重量一定、形狀規(guī)整的密實體。采用預(yù)壓作業(yè)可提高生產(chǎn)效率、改善勞動條件,有利于產(chǎn)品質(zhì)量的提高。
(4)預(yù)熱
在壓制前將模壓料加熱,去除水分和其它揮發(fā)份,可以提高固化速率,縮短壓制周期;增進制品固化的均勻性,提高制品的物理機械性能,提高模壓料的流動性。
(5)表壓值的計算
在模壓工藝中,首先要根據(jù)制品所要求的成型壓力,計算出壓機的表壓值。成型壓力是指制品水平投影面上單位面積所承受的壓力。它和表壓值之間存在的函數(shù)關(guān)系:
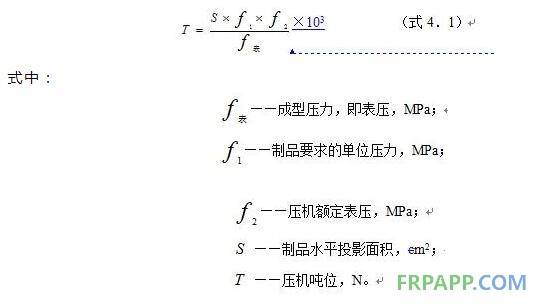
在模壓成型工藝中,成型壓力的大小決定于模壓料的品種和制品結(jié)構(gòu)的復(fù)雜程度,成型壓力是選擇壓機噸位的依據(jù)。
2.壓制工藝
(1)裝料和裝模
往模具中加入制品所需用的模壓料過程稱為裝料,裝料量按估算結(jié)果,經(jīng)試壓后確定。裝模應(yīng)遵循下列原則:物料流動路程最短;物料鋪設(shè)應(yīng)均勻;對于狹小流道和死角,應(yīng)預(yù)先進行料的鋪設(shè)。
(2)模壓溫度制度
模壓溫度制度主要包括裝模溫度、升溫速率、成型溫度和保溫時間的選擇。
(a)裝模溫度
裝模溫度是指將物料放入模腔時模具的溫度,它主要取決于物料的品種和模壓料的質(zhì)量指標。一般而言,模壓料揮發(fā)份含量高,不溶性樹脂含量低時,裝模溫度較低。反之,要適當提高裝模溫度。制品結(jié)構(gòu)復(fù)雜及大型制品裝模溫度一般宜在室溫~90℃范圍內(nèi)。
(b)升溫速率
指由裝模溫度到最高壓制溫度的升溫速率。對快速模壓工藝,裝模溫度即為壓制溫度,不存在升溫速率問題。而慢速模壓工藝,應(yīng)依據(jù)模壓料樹脂的類型、制品的厚度選擇適當?shù)纳郎厮俾省?/div>

(c)成型溫度
樹脂在固化過程中會放出或吸收一定的熱量,根據(jù)放熱量可判斷樹脂縮聚反應(yīng)的程度,從而為確定成型溫度提供依據(jù)。一般情況下,先確定一個比較大的溫度范圍,再通過工藝—性能試驗選擇合理的成型溫度。成型溫度與模壓料的品種有很大關(guān)系。成型溫度過高,樹脂反應(yīng)速度過快,物料流動性降低過快,常出現(xiàn)早期局部固化,無法充滿模腔。溫度過低,制品保溫時間不足,則會出現(xiàn)固化不完全等缺陷。
(d)保溫時間
指在成型壓力和成型溫度下保溫的時間,其作用是使制品固化完全和消除內(nèi)應(yīng)力。保溫時間的長短取決于模壓料的品種、成型溫度的高低和制品的結(jié)構(gòu)尺寸和性能。
(e)降溫
在慢速成型中,保溫結(jié)束后要在一定壓力下逐漸降溫,模具溫度降至60℃以下時,方可進行脫模操作。降溫方式有自然冷卻和強制降溫兩種??焖賶褐乒に嚳刹徊捎媒禍夭僮?,待保溫結(jié)束后即可在成型溫度下脫模,取出制品。
(3)壓力制度
壓力制度包括成型壓力、合模速度、加壓時機、放氣等。
(a)成型壓力
成型壓力是指制品水平投影面積上所承受的壓力。它的作用是克服物料中揮發(fā)物產(chǎn)生的蒸汽壓,避免制品產(chǎn)生氣泡、分層、結(jié)構(gòu)松散等缺陷,同時也可增加物料的流動性,便于物料充滿模具型腔的各個角落,使制品結(jié)構(gòu)密實,機械強度提高。
成型壓力的選擇取決于兩個方面的因素:a模壓料的種類及質(zhì)量指標。如酚醛模壓料的成型壓力一般為30~50MPa,環(huán)氧酚醛模壓料的成型壓力為5~30MPa,b制品結(jié)構(gòu)形狀尺寸。對于結(jié)構(gòu)復(fù)雜,壁厚較厚的制品,其成型壓力要適當增加。外觀性能及平滑度要求高的制品一般也選擇較高的成型壓力。
(b)合模速度
裝模后,上下模閉合的過程稱為合模。上模下行要快,但在與模壓料將接觸時,其速度要放慢。下行快,有利于操作和提高效率;合模要慢,有利于模內(nèi)氣體的充分排除,減少氣泡、砂眼等缺陷的產(chǎn)生。
(c)加壓時機
合模后,進行加壓操作。加壓時機的選擇對制品的質(zhì)量有很大的影響。加壓過早,樹脂反應(yīng)程度低,分子質(zhì)量小,粘度低,樹脂在壓力下易流失,在制品中產(chǎn)生樹脂集聚或局部纖維裸露。加壓過遲,樹脂反應(yīng)程度高,粘度大,物料流動性差,難以充滿模腔,形成廢品。通常,快速成型不存在加壓時機的選擇。
(d)卸壓排氣
將物料中殘余的揮發(fā)物、固化反應(yīng)放出的低分子化合物及帶入物料的空氣排除過程稱為排氣。其目的是為了保證制品的密實性,避免制品產(chǎn)生氣泡、分層現(xiàn)象。
(4)制品后處理
制品后處理是指將已脫模的制品在較高溫度下進一步加熱固化一段時間,其目的是保證樹脂的完全固化,提高制品尺寸穩(wěn)定性和電性能,消除制品中的內(nèi)應(yīng)力,減少制品變形。有時也可根據(jù)實際情況,采用冷模方法,矯正產(chǎn)品變形,防止翹曲和收縮。
在模壓制品定型出模后,為滿足制品設(shè)計要求還應(yīng)建立毛邊打磨和輔助加工工序。毛邊打磨是去除制品成型時在邊緣部位的毛刺飛邊,打磨時一定要注意方法和方向,否則,很有可能把與毛邊相連的局部打磨掉。
對于一些結(jié)構(gòu)復(fù)雜的產(chǎn)品,往往還需進行機械加工來滿足設(shè)計要求。模壓制品對機加工是很敏感的。如加工不當,很容易產(chǎn)生破裂、分層。
3.典型配方模壓成型工藝
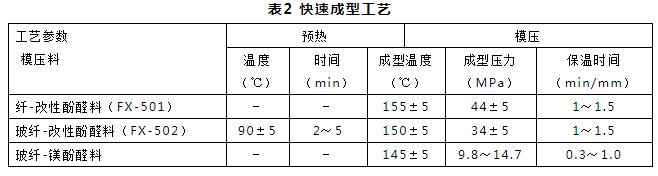
選定何種工藝主要取決于模壓料類型,此外還應(yīng)考慮生產(chǎn)效率及制品結(jié)構(gòu)、尺寸性能要求等。慢速成型工藝見表1,快速模壓成型工藝見表2:
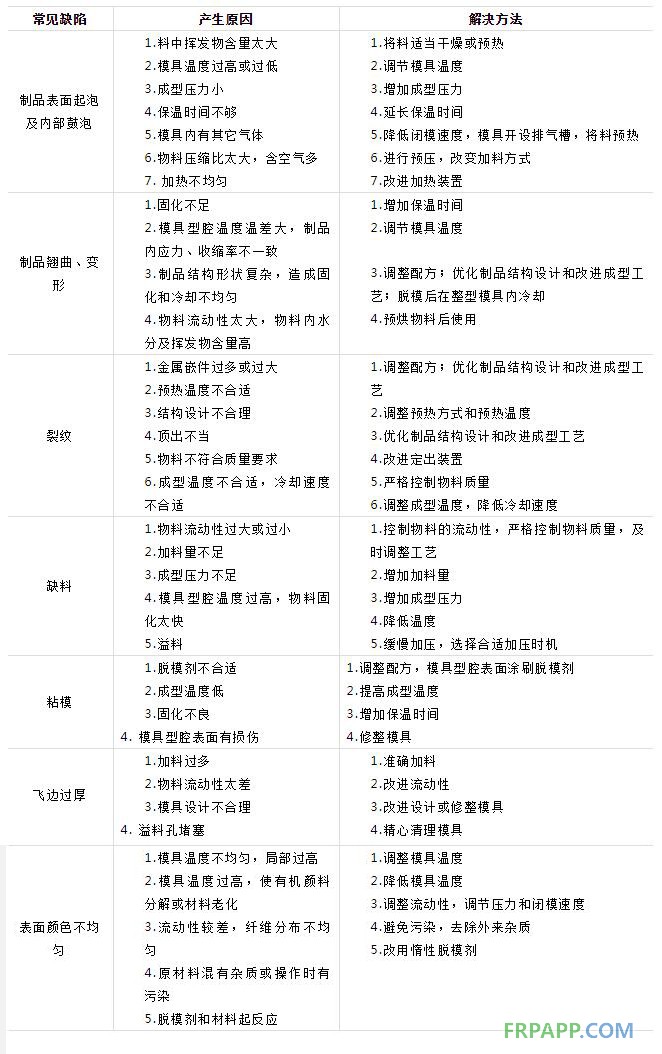
4.短纖維模壓料制品常見缺陷及其原因
- 下一篇:聚酯模塑料模壓成型工藝(一)
- 上一篇:RTM產(chǎn)品的典型應(yīng)用










 魯ICP備2021047099號
魯ICP備2021047099號